Radiography Testing
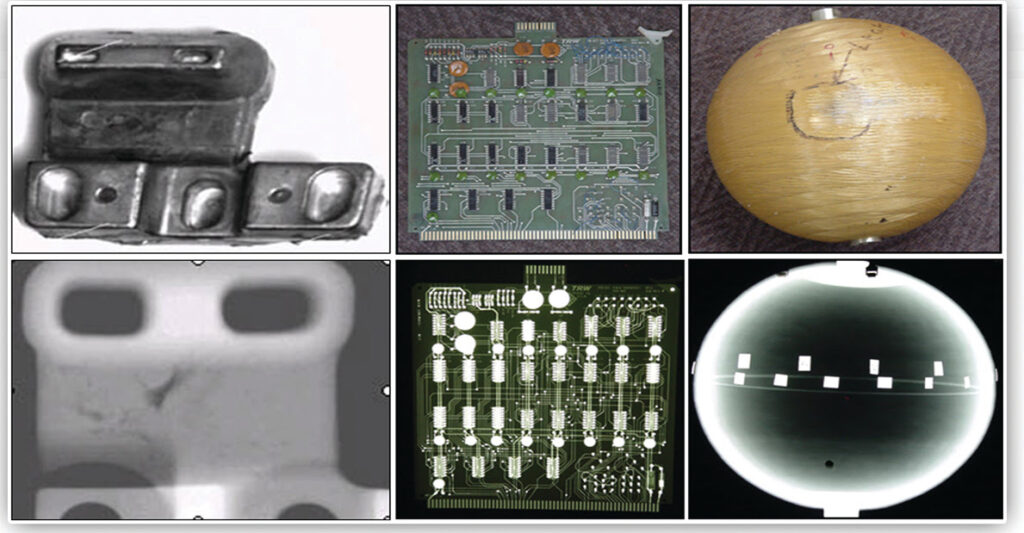
Film Radiography

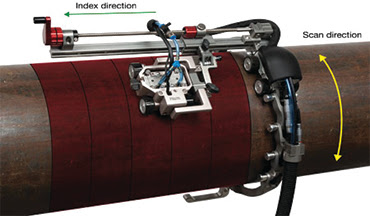
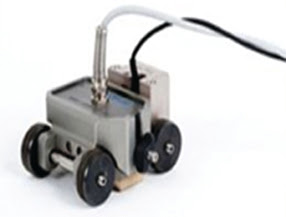
XY Mapping Principle On Pipes With The Hydro Form And CHAIN Scanner.
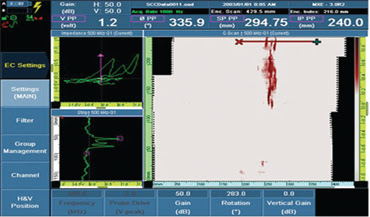
Scan For Stress Corrosion Cracking

Calibration over reference material and specific EDM notches.
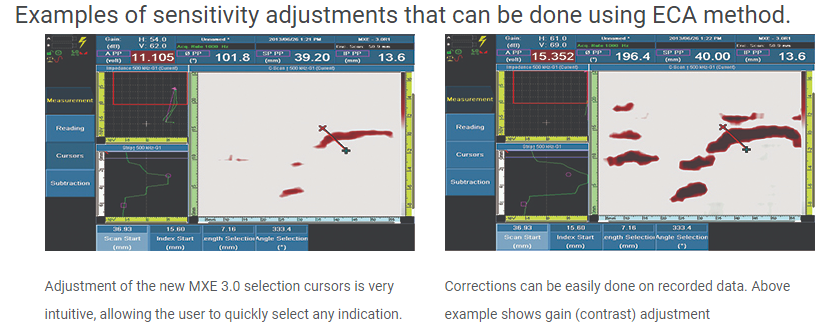
NDT Methods, Facilitating The Interpretation Of ECA Signals.

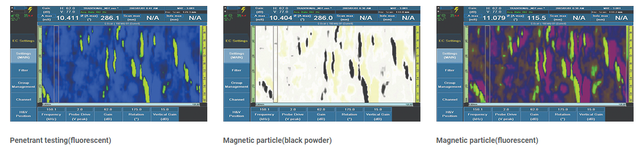
Part inspected with penetrant testing (visible red dye)